Wij gebruiken cookies om uw ervaring beter te maken. Om te voldoen aan de cookie wetgeving, vragen we uw toestemming om de cookies te plaatsen. Meer informatie.





Blog - Drukveren designen
Bij het ontwerpen of selecteren van de juiste drukveer zijn de volgende stappen van toepassing:
- Drukveer voorwerp
- Einde van de drukveer
- Het aantal windingen
- Het goed configureren van de drukveer
- De toegestane veerkracht
- De veer index
- Drukveer calculaties
- Vijf manieren om tot een keuze van drukveer te komen
voor het drukveren ontwerpen op basis van de veerconstante bekijk deze pagina.
1. Drukveer ontwerp
Cilindrisch gevormde drukveren zijn de meest voorkomende drukveren, mensen visualiseren zich meestal bij het woord “drukveer” ook deze standaard drukveer. Verdere ontwerpen van drukveren zijn:
- Conische drukveren
- Zandloper drukveren
- Vat drukveren
We lichten de soorten even kort toe, voor uitgebreidere informatie zie onze blogpost over soorten drukveren.
Cilindrisch gevormde drukveren
Cilindrisch gevormde drukveren zijn het meest voorkomend en zijn de drukveren die uit voorraad verkrijgbaar zijn bij menig verenleverancier. Bij de cilindrisch gevormde drukveren zijn de buitendiameter en de binnendiameter constant. De cilindrisch gevormde veer zijn bedoeld om in een boring of over een as te plaatsen. De veerconstante is constant, dankzij deze eigenschap is er bij meerdere veren in dezelfde serie wanneer parallel toegevoegd wordt er meer kracht geleverd. Het stapelen van cilindrisch gevormde drukveren staat hier uitgelelgd.
Conische drukveren
De conische drukveren zijn bijvoorbeeld te vinden bij batterijen en elektronica. De conische drukveren knijpen de batterij samen en houden het zo op zijn plaats door op de negatieve kant van de batterij te drukken. Conische veren hebben een constant afnemende radius. Hierdoor worden de windingen van de veer in elkaar gedrukt, waardoor ruimte wordt bespaart. Dit geeft de veer een veerconstante die niet lineair werkt.
Zandloper veer
De zandloper veren zijn gevormd als twee conische drukveren op elkaar geplaatst. In het midden zijn de binnen en buitendiameters kleiner dan aan de boven en onderkant. Een zandloperveer is voornamelijk geschikt om zijdelingse stabiliteit te waarborgen. Deze zandloperveren zijn vaak terug te vinden bij ontwerpen die zijwaartse bewegingen moeten opvangen, zoals treinen.
Vatveren
De vatveren het omgekeerde van zandloperveren. Bij vatveren zijn de binnen en buitendiameters groter in het midden dan aan de boven en onderkant van de veer. Deze veer wordt gebruikt wanneer er een grote lengte van een veer nodig is om het benodigde laadvermogen te krijgen, maar er geen boring of as is waar de veer een bevestiging heeft. De normale veer zal wanneer onder krachten buigen, de vatveren blijven stabiel staan dankzij hun extra stabiliteit in het midden.
1. Uiteinden van drukveren
Uiteinden van drukveren hebben veel verschillende voordelen voor de toepassingen, dit hebben we hier beschreven. In dit stuk gaan we kort in op de vier basis type uiteinden van drukveren.
- Open uiteinden
- Open en geslepen uiteinden
- Gesloten uiteinden
- Gesloten en geslepen uiteinden.
Een veer met een open uiteinde is simpelweg afgeknipt bij de laatste winding. De windingen raken elkaar niet wanneer de veer ontspannen is. Over de gehele veer is de afstand tussen de windingen hetzelfde. De open en geslepen uiteinde is net wat anders, deze uiteinden van de veer zijn geslepen zodat de veer vlak kan liggen en de veer geen inkeping achterlaat in de contactpunten.
Bij de gesloten uiteinde raken de laatste twee spoelen (windingen) elkaar. Dit biedt meer stabiliteit aan de uiteinden, alleen gaat ten koste van het aantal actieve windingen (-2). Deze kunnen ook weer worden geslepen zodat ze vlak kunnen liggen.
2. Het aantal windingen
Het aantal windingen tellen is voor veel mensen verwarrend. Er zijn twee variabelen die het nummer van windingen kan specificeren. De Na is het nummer van actieve windingen en Nt is het totaal aantal windingen. Alleen in het geval van open uiteinden is Na = Nt.
Het aantal windingen die gesloten of aan elkaar grenzen kunnen niet meegenomen worden in de tellingen. Deze zijn inactieve windingen en geven geen veerkracht. Begin de telling van elke spoel van het ene uiteinde naar het andere, te beginnen waar de spoel zich voor het eerst opent. Bij open uiteinde is dit de eerste spoel.
|
* |
Type uiteinde drukveren |
|||
|
Open |
Open en geslepen |
Gesloten |
Gesloten en geslepen |
|
|
Nt |
Na |
Na + 1 (0,5 + 0,5) |
Na +2 |
Na+2 |
|
Hoogte |
(Na+1) d
(Nt+1) d |
Na d
(Nt+1) d |
(Na+3) d
(Nt+1)d |
(Na+2) d
Nt d |
|
Pitch p |
(FL-d)/ Na |
FL/ Na |
(FL-3*d)/ Na |
(FL-2*d)/ Na |
* d = draaddiameter
** FL = Vrije lengte
3. Het goed configureren van de drukveer
Sommige veren moeten zo worden “ingesteld” dat er een uniforme begin- of ontspannen hoogte is. Bij drukveren wordt de veer “gezet” of “neem een set” op de juiste hoogte wanneer deze voor de eerste keer wordt ingedrukt. Om dit te doen, drukt u het samen tot de ingeklapte hoogte en laat u het los. Zoals u zich kunt voorstellen, zal het uithardingsproces de veerhoogte korter maken. Op dit punt is de veer afgesteld en zal deze elke keer naar deze hoogte terugkeren, zolang de belasting binnen de verengrenzen blijft.
Voor standaardveren gebeurt dit bij de fabrikant, zodat ze een consistent product kunnen leveren. Bij TEVEMA kan dit ook worden gedaan voor op maat gemaakte drukveren.
4. Toegestane veerkracht
Alle veren werken volgens hun bijbehorende afmetingen. Deze afmetingen specificeren de spanningen aan die verwerkt zijn in de veer. Op basis van algemene spanningsberekeningen is geconcludeerd dat de meeste spanning van een drukveer op de buitenoppervlakten wordt geleverd wanneer er belasting op de drukveer wordt toegepast.
Bij het ontwerp van een veer zijn de afmetingen van cruciaal belang voor de veereigenschappen. Maar ontwerpen van drukveren zijn beperkt door de vormfactor waar de veer is toegepast. Het is handiger om het ontwerp zo aan te passen dat er vier of vijf soorten veren als vervanging kunnen dienen. De verdeling zou zijn: één ideale veer die perfect past, twee sterkere en twee zwakkere alternatieven. Zodoende is er altijd speelruimte.
De levensduur van een veer is bepaald door de vermoeidheid van het staal. Terwijl een veer beweegt, schuren korrel tegen elkaar aan. Hoe vaker de wrijving plaatsvindt hoe meer scheurtjes er in komen en hoe groter deze scheurtjes worden, op een gegeven moment zorgt het scheurtje voor het falen van de veer. Om deze levensduur te bepalen zijn er twee hoofdcomponenten die enig sinds kunnen bepalen hoe lang de veer meegaat; het aantal cycli en de spanningsintensiteit.
Het aantal cycli is vrij eenvoudig te bepalen. Tel of schat hoe vaak de veer wordt ingedrukt per periode. Hoewel de meeste materialen een uithoudingslimit hebben, zijn veren die het aantal cycli halen theoretisch geschikt voor onbeperkte tijd. Voor standaard staal is het ongeveer 1-2 miljoen cycli.
De spanningsintensiteit is gecompliceerder. Het heeft te maken met de mean (of gemiddelde) en wisselende spanningen. De gemiddelde spanning, wisselspanning en spanningsbereik zijn in het voorbeeld uitgelegd. In dit voorbeeld gebruiken we een maximale spanning 345 Megapascal (MPa) van en een minimale spanning van 69 MPa.
|
Tmax = 345 MPa |
Tmin = 69 MPa |
|
Range = Tmax - Tmin |
Range = 276 MPa |
|
Tm = (Tmax + Tmin ) / 2 |
Tm = 207 MPa |
|
Ta = (Tmax - Tmin ) / 2 |
Ta = 138 MPa |
Drukveren hebben meestal een minimale spanning van nul, tenzij de veer altijd wordt samengedrukt. De stressbereik is 276 MPa, om de levensduur te vergroten moet het stressbereik zo klein mogelijk zijn.
Bij TEVEMA hebben we verschillende mogelijkheden om de impact van spanning te beperken, meest voorkomend is verwarmen van de veer nadat deze is gewikkeld. Dit wordt op een temperatuur gedaan waarin de permanente of resterende spanningen van het vormproces zijn geëlimineerd, maar niet zo hoog dat de veer het originele temperament zou verliezen.
Er zijn over het algemeen drie verschillende categorieën waarin het veerontwerp past:
De eerste categorie is voor veren die stevig kunnen worden samengedrukt zonder vast te zetten of mee te geven. Dit zijn meestal vrij sterke veren en zijn ontworpen met lagere toelaatbare spanningen. Deze spanningen zijn in het algemeen minder dan 40% van de drukkracht van het materiaal. Er is voor veertig procent gekozen omdat de uithoudingsgrens van de meeste materialen ongeveer 45% van de drukkracht is. De extra 5% wordt toegevoegd zodat materiaaldefecten of defecten van het vormproces de levensduur van de veer niet beperken.
De tweede categorie is voor veren die ‘gezet’ zijn wanneer ze volledig zijn samengedrukt. Zodra de initiële belasting is verwijderd, is er geen verdere meegeven van het materiaal en blijft de ontspannen veerlengte hetzelfde. Deze veren zijn ontworpen voor een oneindige levensduur, maar de beoogde spanning is hoger, maar over het algemeen lager dan 60% van de drukkracht.
De laatste categorie is voor veren die het materiaal zullen opleveren als ze volledig worden samengedrukt. Dit betekent dat elke keer dat het volledig wordt samengedrukt, een bepaald niveau van uitharding te verwachten is, totdat het resulteert in een storing of een ingeklapte veer. Deze veren zijn niet ontworpen voor een oneindige levensduur. Deze veren zijn ontworpen voor meer dan 60% van de drukkracht.
5. Veer index
De veerindex is een simpele maar vaak vergeten ratio tussen de mean diameter tot en draad diameter. De index moet altijd tussen de 4 en de 10 zijn om een correcte veer te hebben.
Als de veerindex lager is dan vier ontstaat er vaak problemen met materialen die interne schuren laten zien wat als gevolg heeft dat de veer eerder kapot gaat dan verwacht. Een veerindex groter dan 10 betekent dat de veer erg dun is wat tot problemen met verpakkingen en knopen tussen twee veren. Ook kunnen deze veren niet worden geslepen.
6. De veren calculeren
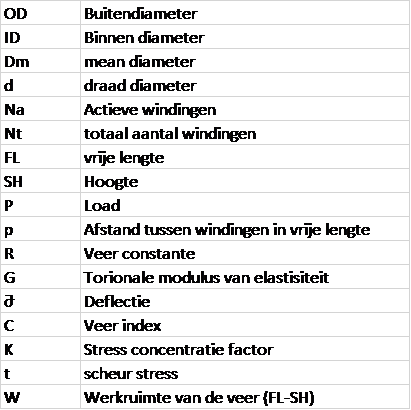
Nu komen we bij het gedeelte waar de veren worden gecalculeerd. Eerst zijn de berekeningen toegelicht, daarna is de selectie methode toegelicht. Onderaan dit kopje staat de tabel met alle betekenissen van de gegevens.
Voor het ontwerpen van een veer worden er meestal eerst de afmetingen gebaseerd. Met de Buitendiameter en de draaddiameter kan binnendiameter en mean diameter vinden doormiddel van de volgende vergelijking:

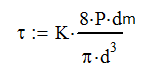
Hierna berekenen we de spanning op de veer.
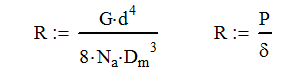
De laatste stap is het calculeren van de veerconstante doormiddel van de volgende berekening:
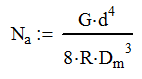
Dankzij deze berekening kan de aantal actieve windingen in een veer berekenen doormiddel van de volgende berekening:
7. Selecteren van de juiste veer
Er zijn vijf basis methoden om tot de juiste drukveer te komen. Hieronder zijn ze alle vijf uitgelegd, er is maar één methode nodig.
- Op basis van fysieke dimensies
- Op basis van de veerconstante
- Op basis van twee belastingen
- Op basis van één belasting en veerconstante
- Op basis van één belasting en vrije lengte
Drukveer op basis van dimensies
Dit is de meest gangbare methode om tot een keuze van een drukveer te komen. Het gene wat je nodig hebt heb je twee van de volgende factoren hebben.
- Buitendiameter
- Binnendiameter
- Draaddiameter
Deze methode is geschikt wanneer je al weet waar de veer in of omheen komt te zitten.
Drukveer op basis van veerconstante
Deze is geschikt wanneer je weet welke veerconstante je nodig hebt, maar je meer informatie nodig hebt zoals de vrije lengte, load mogelijkheid of andere dimensies van de veer om tot een selectie te komen. Met de gegevens kan je dankzij de voorgaande formules alles terugrekenen.

Drukveer op basis van twee belastingen
Voor dit ontwerp is de veerconstante gebaseerd op twee belastingen die op de drukveer worden uitgeoefend. Bij beide belastingen zou de drukveer anders doorbuigen.
Hierbij is de L de totale lengte van de drukveer, niet de doorbuiging. Hierna kan doormiddel van de voorgaande berekening weer verder aan het ontwerp worden gerekend.
Drukveer op basis van één belasting en veerconstante
Dit is dezelfde berekening als de berekening op veerconstante. De enige wijziging zit in het calculeren van de vrije lengte, zonder andere dat er andere selecties moeten worden gemaakt.
Drukveer op basis van één lading en vrije lengte
Dit is eigenlijk slechts een subset van Drukveer op basis van twee belastingen waarbij we aannemen dat P2 0 lb is en L2 de vrije lengte. Gebruik hierna weer de vergelijkingen in die bij de veerconstante staat.
Drukveren laten berekenen
Natuurlijk kan je ook gewoon de drukveren laten berekenen of jezelf laten adviseren bij TEVEMA. Heb je de berekeningen al gemaakt, alleen zoek je nu de juiste drukveer er bij? Bekijk dan ons aanbod aan standaard drukveren.


